![]()
|
|
«aŲĘ┴ą▒Ē | Products
╚A╚š{ų▒ÖC╣żū„įŁ└Ē
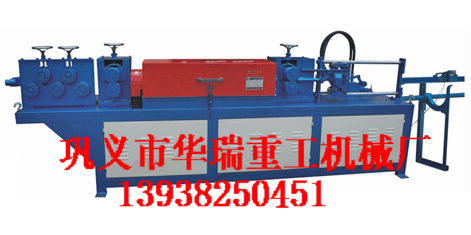
1Īó×ķš{ų▒═▓Ż¼õōĮŅė╔▒P┴Ž╝▄╔Ž│÷üĒ║¾▀M╚ļįō═▓Ż¼▀m«öš{š¹š{ų▒ēKĄ─š{š¹┬▌ßöŻ¼īóš{ų▒ēKŠo╣╠į┌▓╗═¼Ą─Ų½ą─╬╗ų├╔ŽŻ¼ęį▒Ńī”▓╗═¼ęÄĖ±╗“▓╗═¼ąį┘|Ą─õōĮŅ▀Mąąš{ų▒ĪŻš{ų▒Ą─ĘĮ░ĖėąĖ▀╦╣Ū·ŠĆą═Ī󚲎ęŪ·ŠĆą═║═ėÓŽęŪ·ŠĆą═Ż¼Ęųäe▀mė├ė┌▓╗═¼ų▒ÅĮŻ¼▓╗═¼Ū³Ę■ÅŖČ╚Ą─õōĮŅĪŻį┌š{ų▒ČÓ▒PõōĮŅ║¾Ż¼š{ų▒ēKĢ■«a╔·─źōpŻ¼┤╦ĢrŻ¼æ¬čaš{Ų½ą─ęį▒ŻūCš{ų▒ą¦╣¹ĪŻ
2Īó×ķš{ų▒ÖCų„é„äėŽõ╝░Ā┐ę²ē║▌üŻ¼é„äėŽõā╚ė╔ÖCąĄ£p╦┘ÖCśŗīóļŖÖC▐D╦┘ĮĄĄ═Ż¼▓óĦäėų„äėē║▌ü(╔Žē║▌ü)ą²▐DĪŻ╔Ž┴ŽĢrŻ¼▐Däėę╗Ų½ą─╩ų▒·Ż¼╩╣╔Žē║▌ü╠¦ŲŻ¼īóõōĮŅ┤®▀^╔Žē║▌ü┼cŽ┬ē║▌ü(▒╗äėē║▌ü)ų«ķgĄ─Vą═▓█Ż¼╚╗║¾Ę┤Ž“▐DäėŲ½ą─╩ų▒·Ż¼╩╣╔Žē║▌üĘ┼Ž┬Ż¼╔ŽŽ┬ā╔ē║▌ü│╩ŖA│ųõōĮŅĀŅæBĪŻ┴Žē║į┌ā╔ē║▌üų«ķgŻ¼▒╗š{š¹õōĮŅ┴”┴┐Ą─┤¾ąĪ╚ĪøQė┌ē║▌üų«ķgĄ─ŖA│ų┴”ĪŻ┼c╔Žē║▌üÖCąĄŽÓ▀BĄ─▀BŚU╔Žėąę╗ÅŚ╗╔┼cų«ŽÓ▀BŻ¼įōÅŚ╗╔ī”╔Žē║▌üīŹ╩®╝ėē║Ż¼ē║▌üĄ─Ā┐ę²┴”┼cē║┴”│╔š²▒╚Ż¼╣╩ī”▓╗═¼ų▒ÅĮ┼c▓─┘|Ą─õōĮŅæ¬▀xō±▓╗═¼Ą─ÅŚ╗╔ē║┴”Ż¼Å─Č°▌^║├Ąž╬š│ų▓óĀ┐ę²õōĮŅĪŻ═¼ĢrŻ¼×ķĘ└ų╣į┌╝¶ŪąĢrĄ─▀BŪą¼FŽ¾Ż¼į┌õōĮŅ▒╗Ēö═ŻŽ┬ĢrŻ¼õōĮŅ┼cē║▌üķgæ¬─▄│÷¼F├„’@Ą─┤“╗¼ĪŻę“┤╦ÅŚ╗╔ē║┴”Ą─š{š¹╩Ūš{ų▒ÖC─▄ʱš²│Ż╣żū„Ą─ĻPµIĪŻ
3Īó×ķÖCū∙ĪŻ
4Īó×ķ╝¶ŪąÖCśŗĪŻé„äėŽõųąŲ½ą─▌SĄ─ļp╗¼ēKÖCśŗĦäėÕNŅ^ū„┤╣ų▒ĘĮŽ“Ą─ų▒ŠĆ═∙Å═▀\äėŻ¼╝¶ŪąÖCśŗĄ─ĘĮĄČ┼_ųąčbėą╔ŽŽ┬ŪąĄČŻ¼«öčbį┌ĘĮĄČ┼_ųąĄ─ŪąĄČ▀M╚ļÕNŅ^Ž┬├µĢrŻ¼╔ŽŪąĄČ▒╗ÕNō¶Č°īŹ¼FõōĮŅŪąöÓ╣żū„ĪŻõōĮŅ▒╗┤“öÓ║¾Ż¼ĘĮĄČ┼_┐┐└ŁŚUÅŚ╗╔Å═╬╗ĪŻ
5Īó×ķ╩▄┴Ž╝▄Ż¼╩▄┴Ž╝▄╩Ūš{ų▒ŪąöÓÖCĄ─Č©ķLÖCśŗŻ¼╝▄╔Žėąė├ė┌Č©ķLĄ─Č©│▀░ÕŻ¼Ė∙ō■ąĶꬥ─ķLČ╚š{š¹║├Č©│▀░Õį┌└ŁĮŅ╔ŽĄ─╬╗ų├Ż¼▓óš{š¹║├└ŁĮŅÅŚ╗╔Ą─ē║┴”Ż¼╩╣▒╗š{ų▒õōĮŅ─▄ĒöäėČ©│▀░ÕŪ░▀MŻ¼Č°Ūęėųę¬į┌õōĮŅ▒╗ŪąöÓ║¾ĘĮĄČ┼_─▄╝░ĢrÅ═╬╗ĪŻ«ö▒╗š{õōĮŅĒöäėČ©│▀░ÕŪ░▀MĄĮ╬╗ĢrŻ¼Č©│▀░ÕĦäė└ŁĮŅęŲäėŻ¼═ŽäėĘĮĄČ┼_▀M╚ļÕNŅ^Ž┬├µČ°īŹ¼F╝¶ŪąĪŻ╝¶Ūą═Ļ│╔║¾Ż¼ĘĮĄČ┼_┐┐└ŁŚUÅŚ╗╔Å═╬╗ĪŻ«öõōĮŅ▒╗ŪąöÓĢrŻ¼╩▄┴Ž╝▄Åłķ_ąČ┴ŽŻ¼õōĮŅ┬õŽ┬║¾Ż¼╩▄┴Ž╝▄ļS╝┤ĻPķ]Ż¼Įė╩▄Ž┬ę╗Ė∙õōĮŅĪŻ╩▄┴Ž╝▄ąČ┴ŽĢrŻ¼Åłķ_ĢrķgĄ─ķLČ╠ė╔Ģrķg└^ļŖŲ„┐žųŲĪŻ




